







There is no universal "best closed loop stepper motor." The right drive depends on three things: the protocol your controller speaks, how many axes must move together, and the duty environment. Change one and the answer changes.
Rather than rank them, this guide matches picks to use cases across three Leadshine families: CS3E (EtherCAT), CS2RS (RS-485 / Modbus RTU), and CS (pulse and direction). Find your application below, then use the spec table and buyer's guide to lock in the exact model.

For the 30-second answer:
Use case | Recommended | Why it fits | Key spec |
Best overall | CS3E Series | EtherCAT CoE with full CiA 402 modes, synchronized multi-axis | Up to 8.0 A peak |
Best for CNC retrofits | CS Series | Pulse and direction drop-in for existing step/dir controllers | Up to 500 kHz input, 5/24 V logic |
Best for mid-range multi-axis | CS2RS Series | One RS-485 line networks up to 31 axes, built-in position table | 16-segment PR mode |
Best for high-precision packaging | CS3E Series | Touch-probe registration plus cyclic synchronous position | 100 Mbps full-duplex |
Best for compact OEM machines | CS2RS-D503 | Smallest footprint in the closed-loop lineup | 118 × 79.5 × 25.5 mm, 0.65 kg |
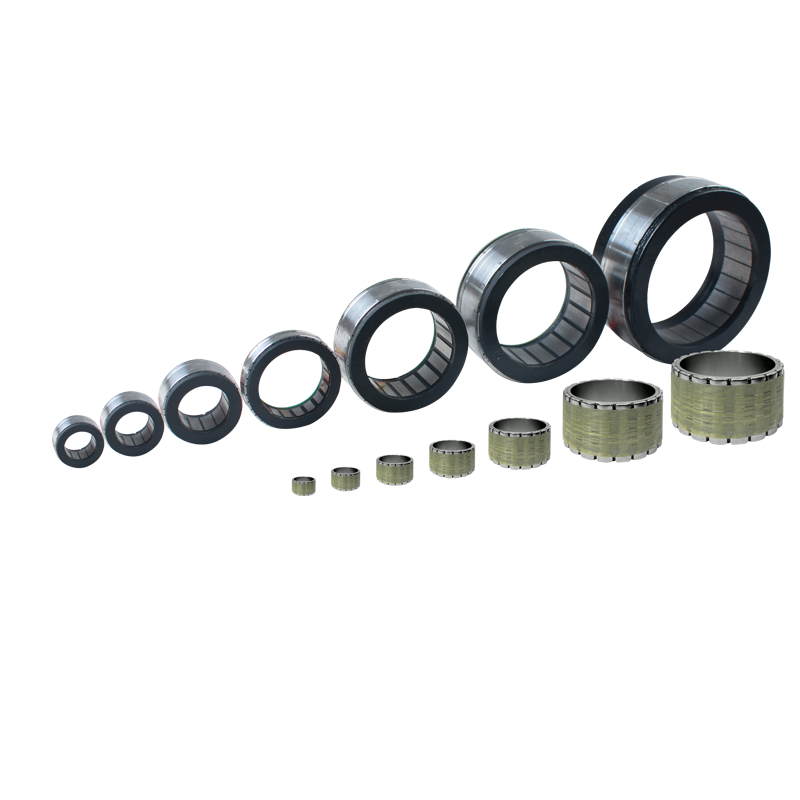
CS3E Series: the EtherCAT / CiA 402 class.
The CS3E drives run CANopen over EtherCAT (CoE) with full CiA 402 support, including Profile Position (PP), Profile Velocity (PV), Homing (HM), and Cyclic Synchronous Position (CSP), over a 100 Mbps full-duplex link. They pair with any compliant EtherCAT master such as Beckhoff, Omron, Trio, and Keyence. This is the family for machines where several axes must stay coordinated in real time.
CS2RS Series: the RS-485 / Modbus RTU class.
The CS2RS drives use standard Modbus RTU over RS-485 and can network up to 31 axes on a single line, with a built-in 16-segment position table (PR mode) and a teaching function. They cover Profile Position, Profile Velocity, and Homing modes. The series suits distributed point-to-point positioning where a deterministic Ethernet bus would be overkill on cost.
CS Series: the Pulse and Direction class.
The CS drives accept pulse-and-direction or CW/CCW command signals at up to 500 kHz, with selectable 5 V or 24 V logic. Each drive runs one axis under an external motion controller or CNC breakout board. This is the simplest closed-loop option and the natural drop-in when upgrading an existing open-loop stepper system without changing the controller.

Attribute | CS3E Series | CS2RS Series | CS Series |
Communication | EtherCAT (CoE), CiA 402 | Modbus RTU over RS-485 | Pulse & direction / CW-CCW |
Axes supported | Multi-axis, synchronized by the EtherCAT master | Up to 31 networked axes | 1 axis per drive |
Match Motor(Frame size) | NEMA 11–34 | NEMA 8–34 | NEMA 11–34 |
Encoder | 1000–5000 ppr incremental | 1000–5000 ppr incremental | 1000–5000 ppr incremental |
Voltage range | 20–50 VDC; D1008: 30–100 VDC or 20–80 VAC | 20–50 VDC; D1008: 30–100 VDC or 18–80 VAC | 20–72 VDC; D1008E: 30–110 VDC or 18–80 VAC |
Controller compatibility | Beckhoff, Omron, Trio, Keyence (any EtherCAT CoE master) | Any Modbus RTU PLC, HMI, or master | Any pulse/direction controller or CNC board |
Best-fit application | Coordinated high-speed multi-axis | Networked point-to-point positioning | Single-axis retrofits, cost-sensitive builds |
Output current tops out at 8.0 A peak across all three families' largest models.
Routers and engravers cut continuous toolpaths where X, Y, and Z must track a shared trajectory, so following error on any axis lands in the finished part. A closed-loop stepper corrects position in real time from encoder feedback, eliminating the lost steps that hit open-loop routers under heavy cutting load without the cost of a full servo. The CS3E series is the fit here: CSP mode pushes synchronized setpoints to every axis each cycle over EtherCAT, and a NEMA 23 closed loop stepper on the CS3E-D507 covers most mid-size router gantries.
Pros | Cons | Key specs |
Tight multi-axis sync on one EtherCAT line | Needs an EtherCAT controller; a legacy parallel-port CNC must upgrade control first | 100 Mbps full-duplex, CiA 402 PP/PV/HM/CSP, touch-probe input |
Packaging lines index film, cartons, and labels at high cycle rates, and registration marks must land in the same place every cycle. Closed-loop control holds position through the start-stop torque spikes of fast indexing, where an open-loop motor would skip steps and drift the registration, which makes the closed loop stepper motor for packaging a practical alternative to servos on low-to-mid-speed indexers. The CS3E series suits the job: a touch-probe input latches encoder position on a registration sensor edge, and CSP keeps multiple feed axes in step over EtherCAT.
Pros | Cons | Key specs |
Hardware position latch plus synchronized feeds for print-and-apply and form-fill-seal | At sustained very high speed a true servo keeps the dynamic edge | Touch-probe registration, brake and in-position outputs, NEMA 17–24 on the CS3E-D507 |
Industrial extrusion and resin printers move lightweight axes at moderate speed, usually under a dedicated motion board running pulse and direction. Closed loop adds skip detection and real-time correction to that familiar stepper profile, catching the missed steps that ruin a multi-hour print while keeping the simple low-cost control the printer already uses. The CS series is the fit: it accepts pulse and direction or CW/CCW directly at up to 500 kHz, so it drops onto existing controllers with no protocol change, and selectable 5 V or 24 V logic matches most printer mainboards.
Pros | Cons | Key specs |
Cheapest path to closed-loop reliability on an existing pulse controller | One axis per drive, no fieldbus diagnostics; coordination lives in the host board | Up to 500 kHz input, 5/24 V logic, fault and in-position outputs |
Laser heads trace fine vector paths at speed, and any axis lag distorts curves and the corners where the beam dwells. Real-time encoder correction keeps following error low through rapid direction changes, so the cut path stays faithful to the vector without lost steps at acceleration. The CS3E series is the fit: synchronized CSP setpoints over EtherCAT keep X and Y aligned during vectoring, and position-following-error protection flags a lagging axis before it scorches the work.
Pros | Cons | Key specs |
Smooth coordinated vectoring with built-in following-error monitoring | EtherCAT wiring and a compliant controller add setup over a basic pulse system | CiA 402 motion modes, following-error protection, NEMA 11–34 across the series |
Winding and textile machines run many independent positioning axes that repeat the same point-to-point moves, often across a long frame. Closed loop guarantees each winding or traverse move lands on target despite tension changes, and an on-drive position table runs those repeating sequences without loading a central controller. The CS2RS series is the fit: one RS-485 line networks up to 31 axes, and the 16-segment position table (PR mode) stores the repeating move profile in each drive, cutting wiring and controller load across a wide machine.
Pros | Cons | Key specs |
Low-cost multi-axis networking with on-drive sequencing and teaching | Modbus RTU is not deterministic, so it is unfit for tightly synchronized contouring | Up to 31 axes per bus, 16-segment PR mode, JOG and quick-stop inputs |
Wafer handlers and pick-and-place heads make precise repeatable moves to fixed stations, where placement repeatability matters more than continuous-path speed. Closed loop delivers the fine repeatable accuracy these stations need, and pairing the drive with a high-line encoder raises resolution well past a standard build. The CS2RS series with a 5,000-line (5,000 ppr) encoder is the fit: after quadrature decoding that yields 20,000 counts per revolution, roughly 0.018° of resolution calculated from the 5,000 ppr rating, and the position table sequences the move-to-station routine on the drive.
Pros | Cons | Key specs |
High-resolution repeatable positioning at a fraction of servo cost | RS-485 timing limits true multi-axis sync; coordinated gantry interpolation belongs on the CS3E | 5,000 ppr encoder option, 16-segment PR mode, in-position and alarm outputs |
Five decision steps turn the three variables into a pick.
1. Start with the communication architecture.
If your controller is an EtherCAT master, the CS3E series speaks CiA 402 natively. If you have a PLC or HMI on RS-485, the CS2RS series fits Modbus RTU. If a motion board outputs pulse and direction, the CS series drops in without a protocol change.
2. Match the frame size to torque.
Map the NEMA frame your mechanics need against the model. NEMA 23 and 24 land on the D507 drives, while NEMA 34 needs a D1008-class drive in any of the three families.
3. Pick encoder resolution for the job.
A 1000-line encoder gives 4,000 counts per revolution after quadrature. A 5,000-line encoder gives 20,000 counts, the better choice for fine placement work.
4. Confirm voltage and current headroom.
Most models run 20–50 VDC, while the D1008 / D1008E high-power variants accept 30–100 VDC or an AC input for higher-speed torque. Size peak current above your motor's rating, up to the 8.0 A ceiling.
5. Check diagnostics and safety.
All three families protect against over-current, over-voltage, position-following error, and encoder-cable faults. The fieldbus drives also report status to the controller, which a pulse-only system cannot.
For full per-model figures, the closed loop stepper drive catalog lists every variant side by side.

An open-loop stepper moves a fixed number of steps per command pulse with no feedback, so it can silently lose steps under load. A closed-loop stepper adds an encoder that reports actual shaft position, letting the drive correct error in real time. The result is no lost steps and full torque use, without the cost of a servo.
A closed-loop stepper delivers high torque at low and middle speeds and costs less than a comparable servo, which is why Leadshine positions the CS series as a servo replacement for many low-to-mid-speed applications. A true servo still wins for sustained high-speed or highly dynamic motion. For indexing, winding, and point-to-point work, the stepper is usually the better value.
Resolution is set by the encoder. A 1,000-line encoder produces 4,000 counts per revolution after quadrature decoding, about 0.09° per count. A 5,000-line encoder produces 20,000 counts, about 0.018°, both figures calculated from the encoder's pulses-per-revolution rating. Real-world accuracy also depends on mechanics, tuning, and load.
For a new CNC build, the CS3E series is the strongest fit because CSP mode keeps axes synchronized over EtherCAT. For retrofitting an existing pulse-controlled CNC, the CS series drops in without changing the controller. The decision comes down to whether your control system already speaks EtherCAT.
Use a 1,000-line (1,000 ppr) encoder for general motion where speed matters more than fine placement. Step up to a 5,000-line encoder for precise repeatable positioning, such as wafer handling or pick-and-place. All three Leadshine closed-loop families support 1,000 to 5,000 ppr incremental encoders.
Yes. EtherCAT is the IEC 61158 fieldbus licensed by Beckhoff, and the CS3E series implements CANopen over EtherCAT with the CiA 402 drive profile. CiA 402 is the internationally standardized motion profile defined in IEC 61800-7-201/301, so a Beckhoff TwinCAT master controls the CS3E using the same standardized commands it uses for any compliant drive.
It means the stepper drive is a CiA 402 node on an EtherCAT network rather than a device taking pulse signals. The master sends position, velocity, or homing commands over the bus and reads status and error codes back. That gives synchronized multi-axis motion and live diagnostics that a pulse-and-direction drive cannot provide.
Most CS3E models run 20–50 VDC, including the D503, D507, D503E, and D507E. The high-power CS3E-D1008 accepts 30–100 VDC or 20–80 VAC for higher-speed torque on NEMA 34 motors, with peak output current up to 8.0 A.

Match the series to the machine, not to a ranking. If your axes must coordinate in real time, as on a CNC router, laser cutter, or packaging indexer, the CS3E series and its EtherCAT CiA 402 motion modes are the right call. If you are networking many repeating point-to-point axes on a budget, as in textile, coil winding, or wafer handling, the CS2RS series puts up to 31 axes on one RS-485 line with an on-drive position table. If you are upgrading an existing pulse-controlled machine or building a cost-sensitive 3D printer, the CS series gives you closed-loop reliability without touching the controller. To confirm the exact model for your torque and voltage, request a datasheet for the CS3E closed loop stepper series or its RS-485 and pulse counterparts.